A premium, certified clinical skincare brand based in Germany required a sustainable packaging transition for their best-selling anti-aging face creams and concentrated active treatments. Retailing across high-end pharmaceutical dispensaries, medical day spas, and a highly successful direct-to-consumer (D2C) global digital flagship store, the brand specifically caters to eco-conscious consumers and modern professionals. Their product philosophy centers on harnessing the clinical potency of dermatological ingredients, requiring a clean, ultra-transparent packaging aesthetic that reflects the purity, safety, and natural luxury of their active formulations.
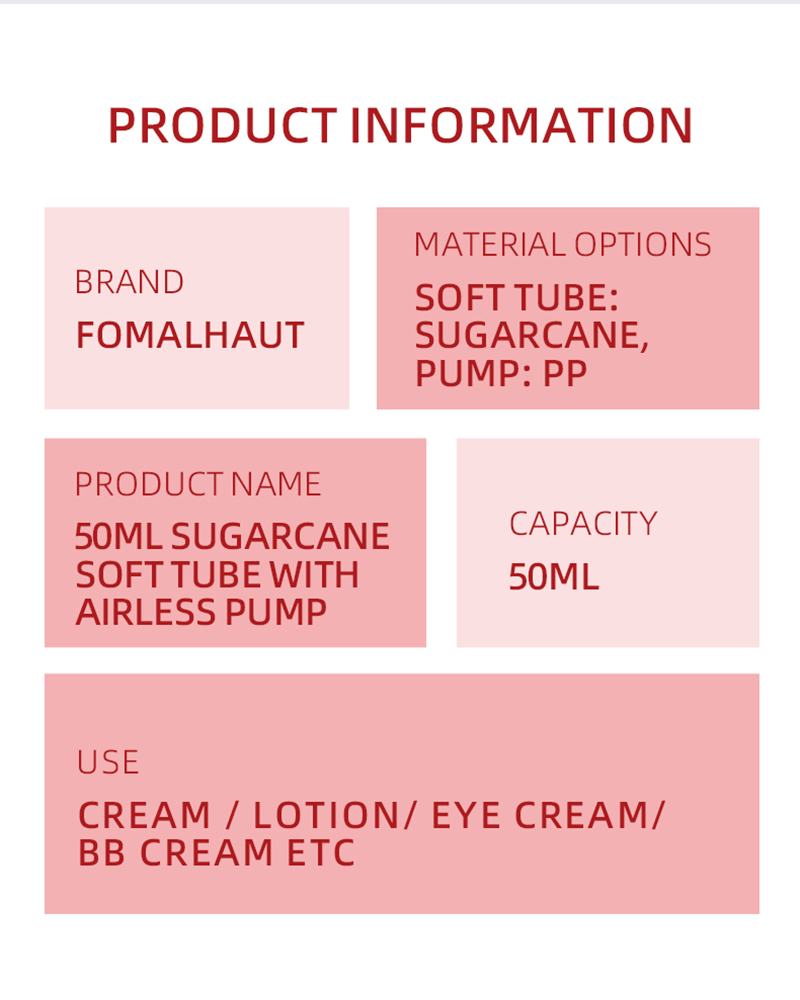
50ml Airless Pump Sugarcane Soft Tube for Skincare Cream BB Cream
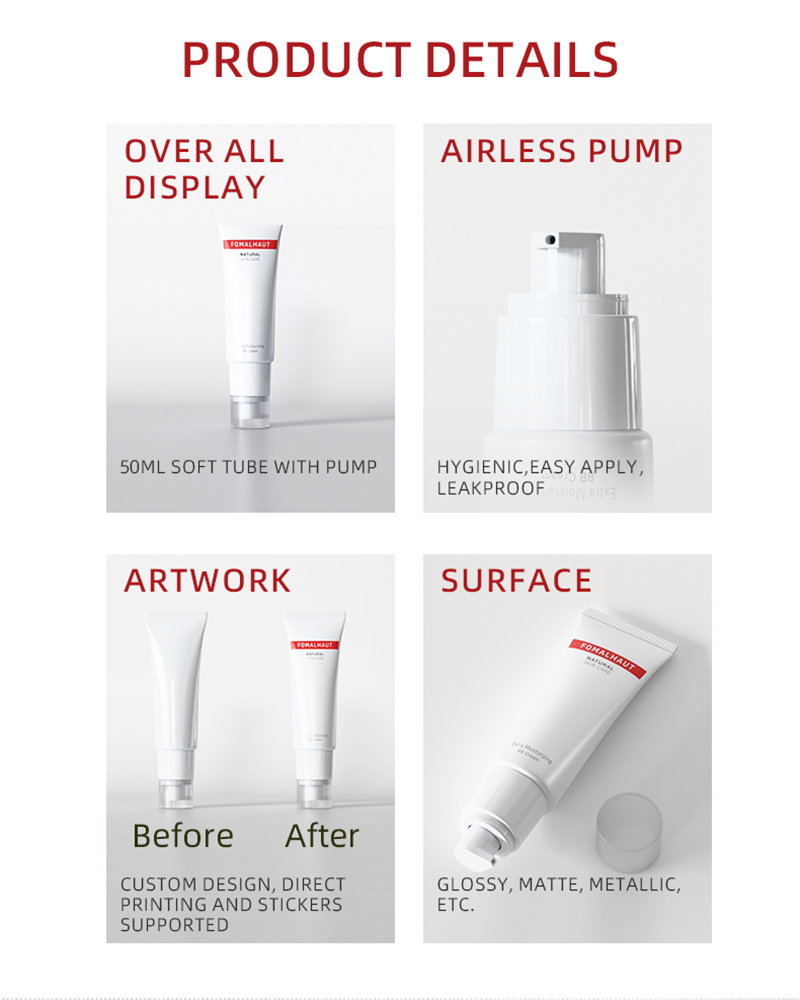
Fomalhaut’s premium 50ml airless pump sugarcane tube seamlessly bridges the gap between luxury optics and eco-conscious performance, delivering an ultra-transparent, elegant finish in a highly durable botanical framework. Precisely engineered for premium skincare creams, eye creams, and active BB formulas, this lightweight and flexible container provides superior barrier protection while supporting multiple high-end customization options to ensure an elite, prestige shelf presence for sustainable cosmetics brands.
-
Eco-Efficient Botanical Carbon Savings: Crafted from 100% bio-based sugarcane PE that drastically slashes carbon emissions compared to traditional plastics, elevating sustainable brand storytelling.
-
Oxidation-Free Airless Pump Defense: Integrates flawlessly with a high-performance airless pump to prevent air contamination, preserving the clinical potency of active formulas.
-
Zero-Waste Flexible Squeeze Control: Combines a soft, squeezable tube architecture with precision pumping to ensure maximum product evacuation with zero formula residue.
-
Versatile Multi-Application Engineering: Features an ideal 50ml capacity designed fluidly for high-end facial moisturizers, targeted eye treatments, and tinted BB creams.
-
High-End Branding Versatility: Fully supports precision decoration techniques across the flexible sugarcane body, including delicate silk-screen printing, metallic hot-stamping, and custom color matching.





Product Details

Item Name
Soft Tube with Airless Pump
Material
Sugarcane, EVOH, PE, PP
Capacity
50ml
Color
Customized
Surface Treatment
Silk screen, Frosting, Electroplating, Color Coating, 3D Printing, Hot Stamping etc.
Application
Cosmetic and Skincare
Type
Sunscreen Packaging
MOQ
10000
Product Details Images


Packaging Solutions & Cases
Discover how our packaging solutions address real-world challenges for our clients, ensuring brand cohesion and sustainability.

Client Profile
The Challenge
To maintain an elite brand identity, the German label originally utilized traditional, generic plastic squeeze tubes for their facial creams. However, as global e-commerce orders surged, this traditional packaging presented severe logistical and formulation stability obstacles. The ordinary squeeze bottles substantially failed to protect sensitive ingredients, resulting in severe formulation oxidation, product discoloration, and inconsistent dosage control. Furthermore, frequent complaints regarding shortened shelf life led to costly product returns and disrupted the premium consumer experience. The founders urgently needed a stable, contamination-proof, and universally precise alternative that could preserve the clinical potency of their skincare line.

Our Solution
To deliver a smarter, medical-grade retail strategy, the client partnered with Fomalhaut to replace their ordinary containers with our high-quality airless pump sugarcane soft tubes. By utilizing our advanced, oxygen-barrier botanical technology, we provided a brilliant, highly stable delivery system that perfectly retained the brand’s premium boutique aesthetic while eliminating all oxidation risks during formula dispensing. Furthermore, after conducting rigorous testing of our physical prototypes, the client verified the flawless dosage control and immediately secured their initial commercial production order. This crucial packaging migration successfully boosted their premium shelf appeal, heavily optimizing their retail expansion and creating a high-performance triumph.